- Overview
- Product Description
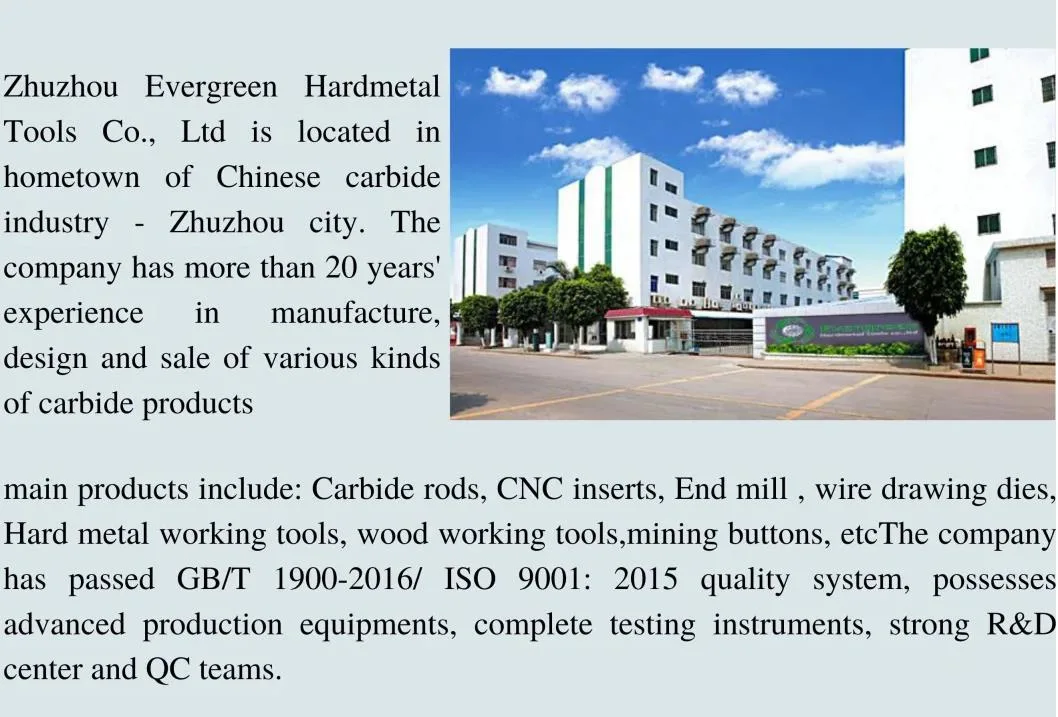
- Company Profile
- After Sales Service
Basic Info.
Product Description
It is widely used in various types of engineering machinery, textile machinery, wire rope equipment, wire and cable equipment, enameling machines, etc. It is mainly used for bare copper wires, electronic wires, tungsten wires, stainless steel wires, steel wires, steel core aluminum stranded wires, sector conductors and intersections. Tighten the stranding of the cable core.
Carbide wire drawing dies
Carbide wire drawing dies are a wise economical choice for various ferrous and non-ferrous wire and bar drawing applications. The high compressive strength of tungsten carbide allows it to handle extreme pressure, making it ideal for use in drawing dies. For this reason, carbide dies are used in the drawing process by all major wire, rod, rope and tube manufacturers. Drawn materials include low, medium and high carbon steels, steel alloys, stainless steel, steel cord, welding wire as well as aluminum and copper alloys. We manufacture round, square, rectangle, hexagon carbide drawing dies, and intricate shapes die.
- high compressive strength, excellent wear resistance, good thermal conductivity
- close tolerance, high precision, long service life, high surface quality for drawn materials
- simple production, low cost, cost-effective application for drawn wire, bar, tube
- a large range of sizes, several grades for tungsten carbide dies nibs,micro-holes from 0.10mm
- standard and shaped carbide dies available, supply carbide drawing dies with steel cases and without cases.


Type of sector conductor and cross-linked compression cable core.
Stranding of bare copper wire,
electronic wire,
tungsten wire,
stainless steel wire,
steel wire,
steel core aluminum stranded wire,
Grade for tungsten carbide wire drawing nibs

Sizes for tc wire drawing dies
| Type | Nib D(mm) | Nib H(mm) | Hole range d(mm) | Type | Nib D(mm) | Nib H(mm) | Hole range d(mm) |
|---|---|---|---|---|---|---|---|
| S01 | 6 | 4 | 0.2,0.8 | W101 | 6 | 4 | 0.2-0.4 |
| S01 | 8 | 6 | 0.2 | W102 | 8 | 6 | 0.5-1.0 |
| S10 | 6 | 4 | 0.3-0.8 | W102 | 9 | 6 | 0.3-1.5 |
| S10 | 8 | 6 | 0.2-1.0 | W103 | 12 | 8 | 0.2-2.5 |
| S11 | 8 | 6 | 0.3-1.6 | W104 | 15 | 10 | 0.5-3.8 |
| S11 | 11 | 8 | 0.7-1.1 | W105 | 20 | 14 | 1.0-5.7 |
| S11 | 11.5 | 8 | 0.4-2.0 | W106 | 25 | 18 | 3.0-9.0 |
| S11 | 13 | 10 | 0.4-2.6 | W107 | 30 | 22 | 7.7-12.0 |
| S11 | 15 | 13 | 0.4-2.8 | W108 | 35 | 25 | 6.0-15.0 |
| S11 | 16 | 13 | 0.3-3.2 | W109 | 40 | 27 | 10.3-16.5 |
| S11 | 16 | 14 | 0.4-2.8 | W110 | 50 | 30 | 14.4-19.4 |
| S11 | 17.9 | 15 | 1.5-3.0 | W111 | 60 | 35 | 18.5-27 |
| S11 | 18 | 15 | 2.8-5.7 | W112 | 70 | 40 | 24.5-31.5 |
| S11 | 19 | 16 | 1.8-5.9 | V | 15 | 13 | 0.6-3.9 |
| S11 | 20 | 17 | 1.2-5.4 | V | 19 | 17 | 1.8-6.8 |
| S11 | 21 | 17 | 1.6-5.7 | V | 23 | 19 | 4.9-5.1 |
| S11 | 22 | 18 | 1.5-7.5 | V | 25 | 20 | 5.7-7.7 |
| S11 | 25 | 17 | 6.0-8.0 | V | 30 | 21 | 8.2-11.5 |
| S11 | 30 | 20 | 9.0-10.0 | E | 15 | 13 | 1.8-2.8 |
| S12 | 8 | 6 | 0.4-0.8 | E | 19 | 17 | 3.3-3.6 |
| S12 | 13 | 8 | 0.4-2.3 | E | 20 | 17 | 3.0-5.5 |
| S12 | 16 | 10 | 0.8-3.0 | A | 10 | 8 | 0.3-1.0 |
| S12 | 20 | 12 | 1.0-5.0 | A | 12 | 10 | 0.2-1.8 |
| S12 | 22 | 14 | 4.2-5.7 | A | 14 | 12 | 0.4-2.3 |
| S12 | 22 | 16 | 6.4-8.0 | A | 16 | 13 | 0.6-3.0 |
| S12 | 26 | 16 | 6.4-8.0 | A | 20 | 17 | 1.0-4.8 |
| R4 | 12.7 | 11.4 | 2.2-3.8 | A | 25 | 20 | 2.3-6.2 |
| R5 | 16 | 15 | 1.2-3.1 | A | 25 | 21 | 6.5-8.5 |
| R6 | 18 | 17 | 1.5-4.6 | A | 30 | 24 | 3.8-9.7 |
The structure of the drawing die core
The structure of the drawing die core can be divided into five sections according to the nature of the work: "entrance area, lubrication area, working area, sizing area, and exit area". The inner diameter profile of the wire drawing die is important as it determines the pulling force required to compress the wire and affects the residual stress in the wire after drawing.
The functions of each area of the die core are:
the entrance area
which facilitates threading and prevents the steel wire from scratching the drawing die from the entrance direction;
the lubrication area
through which the steel wire can easily bring in lubricant;
the working area
which is the main part of the die hole and prevents the deformation of the steel wire. This is where the process of reducing the original section to the required section size takes place. When drawing conical surface metal, the space occupied by the volume of the metal in the working area is a truncated cone, and this space is called the deformation zone.The cone half-angle α (also called the die hole half-angle) in the working area is mainly used to determine the size of the drawing force; the sizing area is used to obtain the accurate size of the drawn steel wire;
the exit area
is used to prevent the steel wire from being unsteady in exit And scratch the surface of the steel wire.

As the drawing speed increases, the service life of the drawing die becomes a prominent issue. Americans T Maxwall and E G Kennth proposed a new drawing die hole pattern theory suitable for high-speed drawing, namely the "straight-line" theory. The wire drawing mold made according to this theory has the following characteristics:
The inlet area and lubrication area are combined into one, which has the tendency to reduce the lubrication angle, so that the lubricant is subject to a certain pressure before entering the working area, thereby achieving better lubrication effect.
The entrance area and working area are lengthened to establish better lubrication pressure, and their angles are optimized according to the drawing material and the compression rate of each pass.
The sizing area must be straight and of reasonable length.
The longitudinal lines of each part must be straight.


ZHUZHOU E.G Hardmaterail Tools Co., Ltd. is committed to professional research and development, production and sales of various screw and nut precision molds.
E.G.
main products are: strong beam die, reducing die, flower tooth die, triangle die, stainless steel main die, various punching dies, thimbles, punches, drill tail dies, trimming dies, crimping rollers, all kinds of punches, Self-tapping tooth plate, machine wire tooth plate.
E.G.
company is committed to continuous learning, training talents, improving research and development capabilities and product quality, and constantly enhancing corporate competitiveness.
E.G.
adopts advanced ERP management system and high-quality imported raw materials to provide the most basic quality assurance for products; workshop production equipment are all well-known domestic precision processing equipment, testing equipment includes raw material spectrum analyzer, Rockwell hardness test Instrument, Taiwan Mitutoyo two-dimensional projection measuring instrument, Taiwan Mitutoyo inner hole inspection gauge, measuring needle gauge and other testing equipment; production, processing and finished product shipment are strictly controlled layer by layer, which is favored by foreign customers.


Services
We constantly renew our services so as to meet the needs of every customer
All requirements can be to quick response.
| Q1: Is it a factory? | ||||||||||||
| A1: √. | ||||||||||||
| Q2: Can it be customized? | ||||||||||||
| A2: √. | ||||||||||||
| Q3: Can you provide samples? Sample delivery date? | ||||||||||||
| A3: √, but you need to pay the sample fee by your side,and the sample delivery date is 10-15 days. |
| CUSTOMIZABLE | |||||
| NON STANDARD FASTENERS OF DIFFERENT HARDNESS | |||||
| HRC58-60 | HRC60-62 | HRC62-64 | HRC64-66 | HRC66-68 | HRA88-90 |
| NON STANDARD FASTENERS OF DIFFERENT MATERIAL | |||||
| TUNGSTEN STEEL | CD650 | YG8 | YG15 | etc, | |
For more production requirement,Please Call us,we will offer you product customization scheme


Welcome to contact for latest discount
Kate Caiz
Representative at Evergreen Hardmetal tools co.,Ltd